
Introduction to Forging Manufacturing Process
Forging is a vital manufacturing process that involves shaping metal using localized compressive forces. This method dates back to ancient civilizations where blacksmiths used basic tools to create essential items. Today, forging has evolved into a sophisticated process used to produce high-strength components essential for various industries such as automotive, aerospace, construction, and railways.
The primary goal of forging is to improve the mechanical properties of metals, enhancing their strength, toughness, and durability. This is achieved through controlled deformation and refinement of the metal’s grain structure. In this article, we will explore the different types of forging processes, delve into the technical aspects, and examine the advantages and applications of forging in modern manufacturing.
Types of Forging Processes
Open-Die Forging
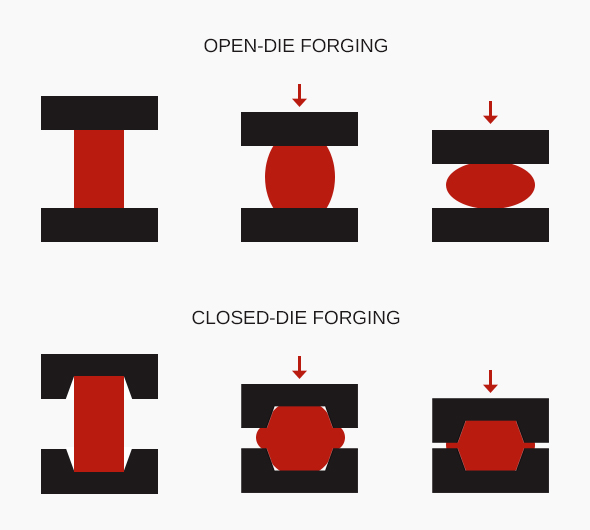
Open-die forging is a metalworking process that leverages skilled craftsmanship and powerful presses or hammers to shape metal into various forms. Unlike closed-die forging, this method allows greater freedom of movement since the metal workpiece is not fully enclosed by the dies.
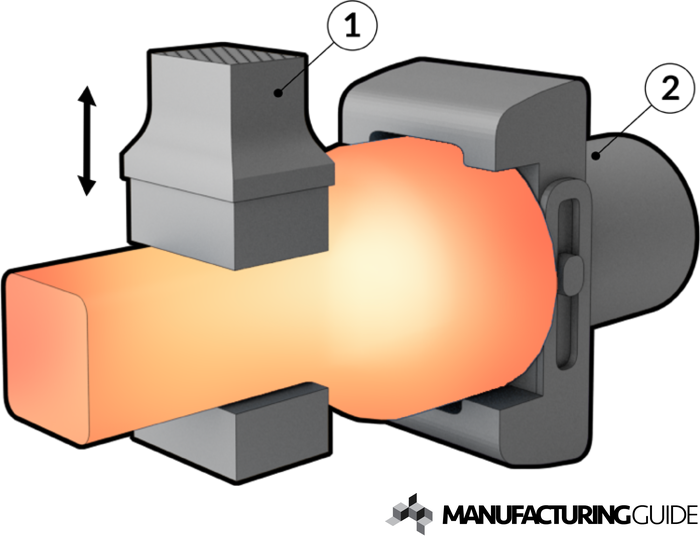
The heated workpiece is handled by tongs
[2] and placed on an anvil whereupon the mandrel is pushed or driven into the workpiece with an applied pressing force. The tongs move the workpiece axial and/or rotate it between the press strokes so as to gradually form the workpiece to the required shape.
Reference: //www.manufacturingguide.com/en/open-die-forging
Key Aspects of Open-Die Forging:
- Process:
- The metal workpiece is positioned between dies (typically flat, semi-round, or V-shaped) and hammered or pressed to achieve the desired shape. The metal remains unconstrained, allowing it to flow except where it contacts the dies.
- Applications:
- Custom or one-off parts: Ideal for unique or bespoke components.
- Simple shapes: Suitable for basic geometries.
- Large parts: Can handle parts up to 150 tons and over 80 feet in length.
- Specific metals: Often used with high-nickel alloys or tool steels.
- Shapes Produced:
- Can create various shapes, including discs, hubs, blocks, shafts, sleeves, cylinders, flats, hexes, rounds, and custom configurations.
- Techniques:
- Fullering: Creating grooves or indentations.
- Edging: Shaping the edges of a workpiece.
- Cogging: Progressively compressing a workpiece to reduce thickness and increase length.
- Upsetting: Increasing the cross-sectional area while decreasing length.
- Advantages:
- Improved fatigue resistance and microstructure: Enhances the durability of the forged part.
- Continuous grain flow and finer grain size: Results in stronger, more resilient metal.
- Increased strength and reduced chance of voids: Creates high-integrity parts.
- Less material waste: More efficient use of raw materials.
- Lower tooling costs and reduced lead time: Economical for small batch production.
- Limitations:
- Not suitable for complex shapes or close-tolerance applications: Better for simpler designs.
- Often requires additional machining: To achieve precise dimensions and features.
- May not produce consistent results or desired features: Less control over final dimensions compared to closed-die forging.
Open-die forging is especially useful for producing large, simple-shaped parts and custom components. It offers significant flexibility in production and can enhance the mechanical properties of the metal, making it valuable in industries such as aerospace, railway, and heavy equipment manufacturing.
Closed-Die Forging
Closed-die forging, also known as impression-die forging, is a precise metal forming process where a workpiece is placed between two or more dies that contain the profile of the desired part. The dies move toward each other, enclosing the workpiece and forcing it to fill the die cavities, thus forming the desired shape. This process is widely used for producing complex, high-strength components with tight tolerances.
Process Description
- Preparation:
- The raw material, often preheated, is placed in the bottom die. The material is typically close to the final shape and size of the desired part.
- Deformation:
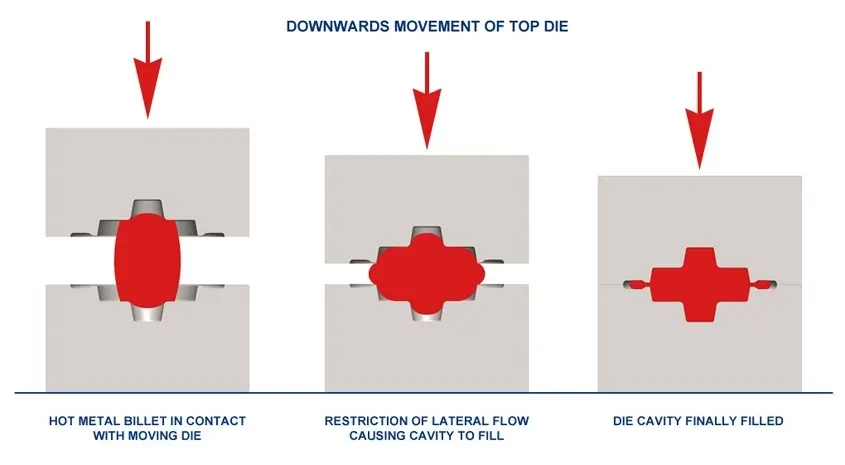
- The top die, containing the negative image of the part, moves downward, impacting the raw material. This impact causes the material to flow and fill the die cavities.
- Flash Formation:
- Excess material is squeezed into a thin recess at the edges of the dies, forming a flash. The flash cools quickly, creating resistance that helps the material fill the die more completely.
- Multiple Impressions:
- For complex shapes, the workpiece may be moved through a series of impression cavities, starting with rough shaping and progressing to the final form in the finisher cavity.
Types of Closed-Die Forging
- Hot Forging:
- The metal is heated to high temperatures, allowing significant deformation and the creation of complex shapes. This method is the most common due to its flexibility and the ductility it imparts to the material.
- Cold Forging:
- The metal is formed at or near room temperature using high pressure. This method is used for smaller parts and results in a high-quality surface finish.
- Warm Forging:
- The metal is heated to a temperature between room temperature and its recrystallization temperature. This method balances the benefits of hot and cold forging.
Materials Used
Closed-die forging can be applied to a variety of metals, including:
- Steel (carbon, alloy, and tool steels)
- Aluminum
- Copper and its alloys
- Titanium and its alloys
- Nickel-based superalloys
Advantages
- Complex Shapes:
- Capable of producing intricate 3D shapes with high precision.
- Strength:
- The process enhances the mechanical properties of the material, resulting in stronger and more durable components.
- Surface Finish:
- Produces parts with excellent surface quality, reducing the need for additional machining.
- Efficiency:
- Suitable for high-volume production, making it cost-effective in the long run.
Applications
Closed-die forging is used in various industries, including:
- Automotive:
- Components like gears, crankshafts, and connecting rods.
- Aerospace:
- High-strength parts such as landing gear and engine components.
- Industrial Machinery:
- Tools and parts subjected to high stress and wear.
- Energy:
- Components for oil and gas exploration and power generation.
Considerations
- Die Design:
- The dies must be precisely designed to match the desired part shape and accommodate the material properties.
- Forging Load:
- Correct pressure levels are crucial to avoid defects like cracking or warping.
- Heating and Cooling:
- Proper control of the heating and cooling cycle is essential to prevent issues like porosity or excessive brittleness.
Conclusion
Closed-die forging is a versatile and efficient process for producing high-strength, complex metal parts with excellent surface quality and tight tolerances. It is widely used across various industries due to its ability to produce durable and precise components. By following detailed process controls and using the appropriate materials and techniques, manufacturers can leverage closed-die forging to achieve superior product performance and reliability.
Roll Forging
Roll forging is a specialized metal forming process that uses opposing rolls to shape a metal workpiece. Although it involves rolls, roll forging is distinct from traditional rolling processes and is classified as a forging technique. Here’s an in-depth look at roll forging:
Process Overview
Description
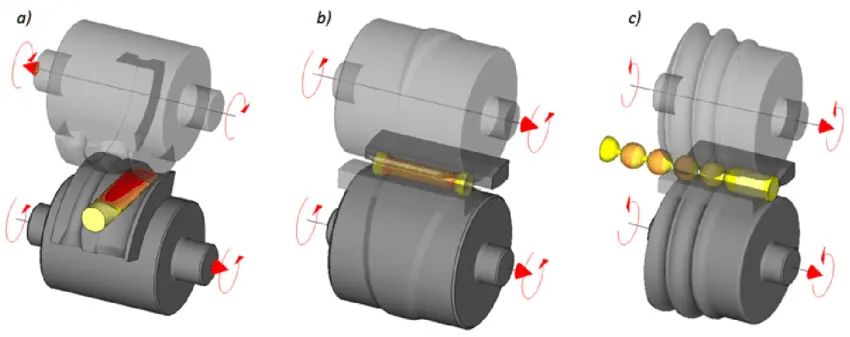
Roll forging involves feeding a heated workpiece, typically a rod or bar, between two specially designed rolls. These rolls have grooves that shape the metal as it passes through, creating a product with a varying cross-section. The process is typically performed hot to facilitate the deformation of the metal.
Steps
- Heating: The workpiece is heated to a high temperature to make it malleable.
- Feeding: The heated workpiece is fed into the rolls at the appropriate position in the roll’s revolution.
- Shaping: As the rolls turn, they pull the workpiece into the gap. The grooves in the rolls apply compressive forces, shaping the material into the desired form.
- Output: The shaped workpiece exits the rolls with the required dimensions and cross-sectional profile.
Equipment
Roll forging machines typically feature a double column support mechanism with two stands supporting the rolls. The rolls rotate, and the workpiece is shaped by the grooves in the rolls, allowing for precise control over the final shape of the product.
Applications
Roll forging is widely used in the automotive industry to manufacture parts such as shafts, knives, hand tools, and leaf springs. The process is favored for its ability to produce parts with superior mechanical properties compared to other manufacturing methods.
Advantages
- Material Efficiency: The process minimizes material waste by reducing the need for subsequent machining operations.
- Mechanical Properties: Parts produced by roll forging often have better mechanical properties due to the compressive forces applied during shaping.
- Versatility: It can produce a wide range of geometries and cross-sections, making it suitable for various applications.
Comparison with Rolling
While both roll forging and rolling involve the use of rolls, they differ significantly:
- Roll Forging: A discrete process where the workpiece is shaped by passing through grooved rolls, typically performed hot.
- Rolling: A continuous process where metal is compressed and stretched through roller equipment to achieve a uniform thickness or shape.
Summary
Roll forging is a highly efficient and versatile forging process that uses opposing rolls to shape metal workpieces into desired forms, offering significant advantages in terms of material efficiency and mechanical properties. This process is essential in producing high-strength components with precise dimensions, particularly in the automotive industry.
Press Forging
Press forging is a metalworking process that shapes a metal workpiece by applying continuous pressure using a high-power press. Unlike hammer forging, which uses repeated blows to shape the metal, press forging applies gradual and sustained pressure. Here’s a detailed overview of press forging:
Process Overview
In press forging, a metal billet is placed between two dies, and pressure is gradually applied to deform the metal into the desired shape. The process can be performed using mechanical, hydraulic, or screw presses, each with its mechanism for generating the required force.
Types of Presses
- Mechanical Presses: These convert the rotational power of a motorized flywheel into compressive force using mechanisms like knuckle joints or eccentrics. Mechanical presses are known for their speed and are often used in high-volume production .
- Hydraulic Presses: These use fluid pressure to create force. A pump fills a cylinder below the piston, increasing pressure and causing the piston to move. Hydraulic presses offer precise control and are sometimes used for open-die forging .
- Screw Presses: These combine hydraulic and mechanical principles. The rotational energy of a flywheel and screw is converted into the downward force of the ram. The screw continuously generates energy, making the process efficient for certain applications .
Advantages of Press Forging
- Uniform Deformation: Press forging affects the entire thickness of the workpiece, ensuring uniform deformation throughout the material. This contrasts with hammer forging, which primarily affects the surface .
- Controlled Process: The slower, continuous application of pressure allows for greater control over the strain rate and deformation, leading to more precise and consistent results .
- Improved Mechanical Properties: Components produced through press forging typically exhibit better fatigue resistance and tensile strength due to the uniform strain and controlled deformation .
- Cost-Effective for High Volumes: While the initial setup cost for press forging can be high, it becomes more economical for large production runs due to lower per-piece costs and reduced material waste .
Applications
Press forging is commonly used for the initial shaping of large cast ingots, closing internal voids, and making bars more suitable for further forging processes. It is also employed in producing high-strength components for industries such as automotive, aerospace, and heavy machinery .
Comparison with Hammer Forging
- Speed: Hammer forging can be faster in terms of production rates due to the ability to run parts in higher multiples. However, it may not provide the same level of control and uniformity as press forging .
- Material Properties: Hammer forging is effective at eliminating air pockets and voids, resulting in a predictable grain structure. Press forging, on the other hand, offers better control over the entire workpiece, leading to superior mechanical properties .
Summary
Press forging is a versatile and controlled metalworking process that offers significant advantages in terms of uniform deformation, mechanical properties, and cost-effectiveness for high-volume production. It is a critical process in industries requiring high-strength and precision components.
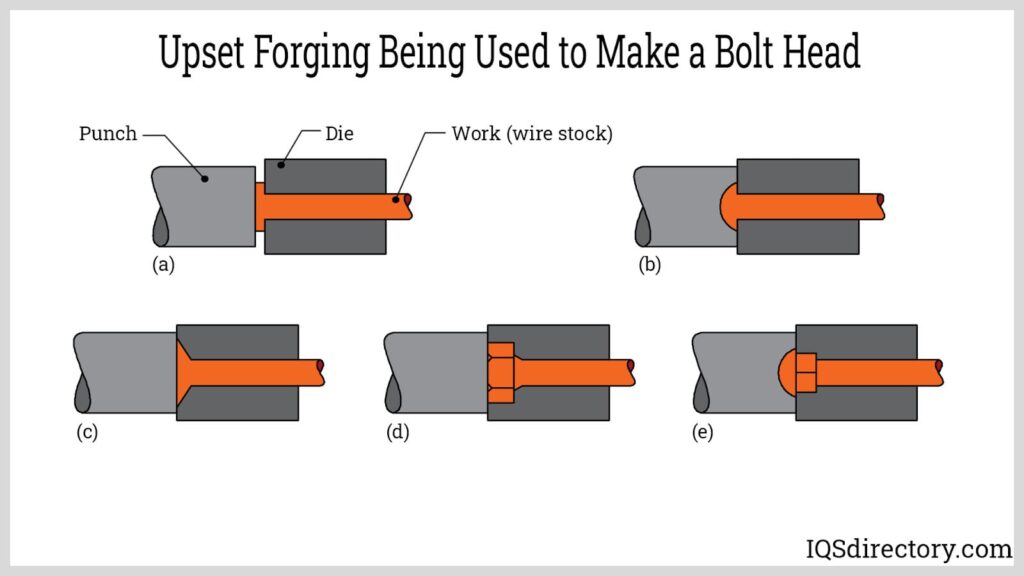
Upset Forging
Upset forging is a specialized metal forming process that increases the cross-sectional area of a portion of a metal bar or rod by compressing it along its axis. This technique is extensively used in various industries, particularly in the production of automotive, aerospace, and construction components. Here’s a comprehensive overview of upset forging:
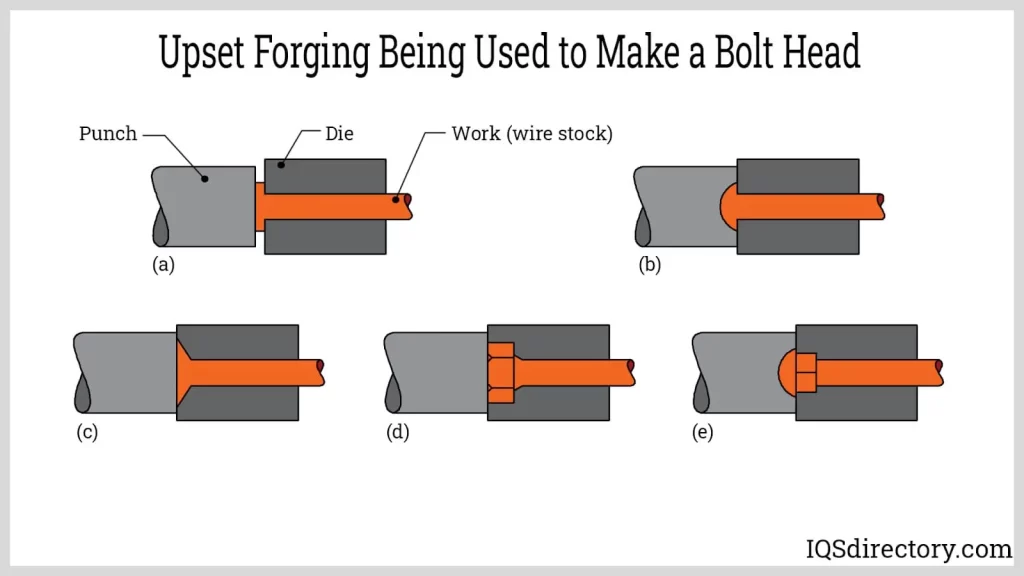
Process Description
Upset forging typically involves the following steps:
- Heating: The metal bar or rod is heated to the appropriate forging temperature.
- Positioning: The heated bar is placed in a set of dies that grip and support it.
- Application of Pressure: A ram or heading tool applies pressure perpendicular to the end face of the bar.
- Deformation: This pressure causes the metal to “upset” or increase in diameter at the point of contact, forming the desired shape.
The process can be performed on horizontal forging machines or vertical presses, such as hammers and screw presses.
Applications
Upset forging is commonly used to produce:
- High-strength bolts and fasteners
- Engine valves
- Couplings
- Sucker rods for oilfield jack pumps
- Gear blanks for automotive transmissions
- Foundation supports (e.g., helical piles)
- Hand tools
- Bridge components
- Specialty axle shafts
Advantages
- Structural Integrity: Parts produced through upset forging have excellent strength and safety-critical properties.
- Performance: The forging process refines the grain structure, resulting in a wood-like grain flow that enhances strength.
- Cost-Effectiveness: Upset forging is efficient for mass production and offers excellent material utilization (90-100%).
- Minimal Material Waste: There is little to no flash generated during the process, reducing material waste.
- Production Speed: The method supports high-volume production, resulting in faster turnaround times.
- Versatility: Upset forging can produce a wide range of complex geometries and long parts.
Limitations
- Size Constraints: The length of unsupported metal that can be upset in one stroke is typically limited to 2.5-3 times the bar diameter to avoid buckling.
- Material Restrictions: While most forgeable materials can be upset forged, some, like copper and certain aluminum alloys, are challenging to process, especially with electro-upsetting techniques.
- Equipment Costs: Upset forging requires specialized machinery and highly skilled operators, which can increase production costs.
- Diameter Variation Limits: There are restrictions on the difference between the original bar diameter and the forged head diameter.
Variations
- Electro-Upsetting: This variation uses electrical resistance heating to heat the end of the bar, allowing for larger amounts of metal to be gathered and upset.
- Multi-Stage Forging: Complex shapes may require a sequence of different-shaped dies, with the bar being placed in each die successively.
Conclusion
Upset forging is a valuable metal-forming process that offers significant advantages in terms of strength, material efficiency, and production speed. While it has some limitations, its ability to produce high-quality, safety-critical components makes it an essential technique in modern manufacturing.
Automatic Hot Forging
Automatic hot forging is an advanced manufacturing process that combines traditional hot forging techniques with automation to produce high-quality metal components efficiently and consistently. This technology has revolutionized the production of various metal parts, particularly in industries such as automotive, aerospace, and fastener manufacturing.

Key Features of Automatic Hot Forging Machines
- Fully Automated Operation:
- These machines operate with minimal human intervention, using servo motors, hydraulic systems, and programmable logic controllers (PLCs) to manage the entire forging process. This automation significantly boosts productivity and reduces labor costs.
- Precise Temperature Control:
- Equipped with advanced heat-control systems, automatic hot forging machines maintain tight temperature tolerances, typically within ±5°C for each part produced. This precision is crucial when working with exotic alloys and ensures consistent material properties.
- High Precision and Repeatability:
- The integration of servo motors and length measuring systems allows for accurate positioning and forming of each product, ensuring consistent head volumes and precision in fasteners and other components.
- Versatility:
- These machines handle a wide range of materials, including exotic alloys like titanium, Inconel, and various stainless steels. They can produce different shapes and sizes, from simple hexagonal heads to complex geometries.
- Quick Changeover:
- Designed for rapid setup changes, some models allow changeover times of approximately 10 minutes, offering flexibility for both small and large production runs.
- Integrated Quality Control:
- Some systems feature in-line measurement and monitoring capabilities to ensure consistent product quality throughout the production run.
- Energy Efficiency:
- Advanced systems may include energy recovery features, such as the Kinetic Energy Recovery System (KERS), significantly improving energy efficiency by recapturing and reusing energy lost during the forging cycle.
Types of Automatic Hot Forging Machines
Automatic hot forging machines are available in various configurations to suit different production needs:
- Single-Die, Single-Blow Machines:
- For simple head configurations like hexagonal or round shapes.
- Single-Die, Two-Blow Machines:
- For more complex shapes requiring preforming.
- Multi-Die, Multi-Blow Machines:
- For manufacturing components that require multiple forming steps, such as nuts.
- Specialized Machines for Long-Shaft Products:
- Designed specifically for producing long-shaft components.
These machines can be integrated into complete forging lines, which may include additional automation features such as robotic handling, transfer systems, and protective enclosures. The level of automation can be tailored to specific needs, ranging from fully automatic systems to semi-automatic or manual operations.
Benefits of Automatic Hot Forging
- Increased Production Capacity:
- Potentially more than doubling output compared to conventional presses.
- Improved Product Consistency:
- Ensures high-quality, uniform products, essential for precision applications.
- Material Versatility:
- Capable of working with a wide range of materials, including difficult-to-form alloys.
- Cost Efficiency:
- Reduces labor costs and material waste, making it economical for high-volume production.
Conclusion
Automatic hot forging technology offers several significant benefits, including increased production capacity, improved product consistency, and the ability to handle a wide range of materials. This makes it an essential process for manufacturers aiming to enhance their production capabilities and maintain competitiveness in industries that require high-precision metal components.
Precision Forging
Precision forging is an advanced manufacturing technique designed to produce near-net shape or net shape metal components with exceptional dimensional accuracy and structural integrity. This process offers significant advantages over conventional forging methods, making it especially valuable in industries that require complex, high-performance parts with minimal material waste.

Key Aspects of Precision Forging
- Near-Net Shape Production:
- Precision forging aims to create parts that require little to no additional machining after forging. This results in substantial material savings and reduced production time .
- Improved Material Utilization:
- Unlike conventional forging, precision forging often eliminates the need for flash, leading to material savings of up to 60%. This efficiency is particularly beneficial when working with expensive materials like titanium or specialized alloys .
- Enhanced Product Quality:
- The process produces parts with superior mechanical properties due to the continuous and evenly distributed metal fiber structure along the contours of the forged component. This results in improved stress corrosion resistance and fatigue resistance .
- Capability to Produce Complex Shapes:
- Precision forging allows for the creation of intricate geometries, rivaling the complexity achievable through casting .
- Wide Range of Applications:
- This technique is applicable to various materials, including steel, aluminum, magnesium, and titanium alloys. It is widely used in the automotive, aerospace, and other industries requiring high-performance components .
- Size Versatility:
- Precision forging can produce parts ranging from small components weighing only a few grams to massive industrial parts weighing several tons .
Precision Forging Process Stages
- Material Preparation:
- Metal is cut to specified dimensions and weight.
- Heating:
- The material is heated to the appropriate forging temperature (e.g., around 900°C for low-carbon steel).
- Preforming:
- The heated material undergoes initial shaping operations.
- Precision Forging:
- The preform is forged in a series of operations (usually 2-5) using specially designed dies.
- Controlled Cooling:
- The forged part is cooled under controlled conditions.
- Finishing:
- Depending on the application, the part may undergo additional processes such as shot peening, cold working, or minimal machining .
Advantages of Precision Forging
- High Dimensional Accuracy:
- Precision forging achieves tight tolerances, reducing the need for further machining.
- Material Savings:
- Efficient use of material with minimal waste.
- Improved Mechanical Properties:
- Parts exhibit enhanced strength and fatigue resistance.
- Production Efficiency:
- Suitable for mass production with consistent quality.
Challenges of Precision Forging
- Higher Initial Tooling Costs:
- The dies and equipment required for precision forging are more complex and expensive than those used in conventional forging .
- Stricter Process Control:
- Maintaining consistent temperature, press settings, and other parameters is crucial for achieving the desired precision.
- Tool Wear:
- The high stresses involved can lead to accelerated tool wear, a significant concern in the industry.
Conclusion
Precision forging is a highly effective metal-forming process that offers substantial benefits in terms of strength, material efficiency, and production speed. Despite some challenges, its ability to produce high-quality, complex parts with minimal material waste and reduced post-forging processing requirements makes it an indispensable technique in modern manufacturing.
Isothermal Forging
Isothermal forging is an advanced manufacturing process primarily utilized in the aerospace and defence industries for producing high-performance components, particularly for aircraft jet engines. This technique offers several advantages over traditional forging methods, especially when working with hard-to-shape materials like titanium alloys and superalloys.
Key Features of Isothermal Forging
- Temperature Control:
- The process maintains a consistent temperature for both the workpiece (billet) and the forging dies throughout the operation. This temperature typically ranges from 900°C to 1,050°C for titanium alloys and 1,050°C to 1,200°C for superalloys.
- Low Deformation Rates:
- Forging is performed at very low speeds, which, combined with the uniform temperature, creates “superplastic” conditions. This allows for easier shaping of materials that are otherwise difficult to forge.
- Vacuum or Protective Atmosphere:
- The process is often carried out in a vacuum or under a protective atmosphere to prevent oxidation and ensure high-quality results.
- Near Net Shape Production:
- Isothermal forging allows for the creation of parts that are very close to their final dimensions, reducing the need for extensive post-forging machining.
- Grain Structure Preservation:
- The controlled conditions help maintain a fine grain structure in the forged product, which is crucial for the mechanical properties of the final component.
Benefits of Isothermal Forging
- Workability with Difficult Materials:
- Capable of forging materials that are challenging to shape, such as titanium alloys and superalloys.
- High Dimensional Accuracy:
- Produces components with high precision, reducing the need for additional machining.
- Minimal Reworking Required:
- The near-net shape capability minimizes the amount of reworking needed.
- Microstructure Preservation:
- Maintains desirable microstructural characteristics, enhancing the final product’s mechanical properties.
- Improved Mechanical Properties:
- Results in components with superior mechanical strength and durability.
Specialized Equipment for Isothermal Forging
- Multizone Billet Heating Furnaces:
- Ensure uniform heating of the workpiece.
- Multizone Die-Heating Systems:
- Maintain consistent die temperatures throughout the process.
- Precise Temperature Control Mechanisms:
- Critical for achieving the necessary superplastic conditions.
- Manipulators for Automated Part Handling:
- Enhance efficiency and precision.
- Vacuum Systems:
- Essential for processes requiring oxidation prevention.
- Advanced Control and Monitoring Systems:
- Ensure consistent quality and precision.
Materials for Isothermal Forging Dies
- Molybdenum-Based Alloys:
- Materials such as MHC (molybdenum-hafnium-carbide) and TZM (titanium-zirconium-molybdenum) offer high strength and creep resistance at elevated temperatures, crucial for maintaining die integrity during the forging process.
Applications in Aerospace and Defense
Isothermal forging is particularly valuable in producing critical aerospace components such as turbine blades, vanes, discs, hubs, and rings for aircraft engines. The process enables manufacturers to meet the stringent quality standards and performance requirements of the aerospace and defence industries.
As the demand for more efficient and lightweight aircraft continues to grow, isothermal forging remains a crucial technology for producing the complex, high-performance components required in modern jet engines and other aerospace applications.
Conclusion
Isothermal forging stands out as a highly effective technique for producing high-performance components from difficult-to-shape materials. Its ability to maintain high dimensional accuracy, preserve desirable microstructures, and reduce the need for extensive machining makes it an essential process in aerospace and defence manufacturing.
Technical Aspects of Forging
Temperature and Heating
The forging process requires heating the metal to a specific temperature where it becomes malleable but not molten. The temperature range varies depending on the type of metal being forged:
- Steel: 1200-1300°C
- Aluminum: 350-500°C
- Copper: 700-900°C
Heating is typically performed in gas-fired furnaces or induction heaters to ensure uniform temperature distribution.
Equipment Used
Hammers:
- Drop Hammers: Deliver high-impact blows to shape the metal.
- Power Hammers: Provide continuous hammering for large-scale production.
Presses:
- Mechanical Presses: Apply continuous pressure for precision forging.
- Hydraulic Presses: Allow for controlled force application, ideal for complex shapes.
Dies:
- Open Dies: Simple flat or contoured surfaces.
- Closed Dies: Custom-designed cavities that shape the metal precisely.
Grain Structure and Mechanical Properties
Forging enhances the grain structure of metals, aligning the grains along the flow of the material. This alignment improves mechanical properties such as tensile strength, fatigue resistance, and impact toughness. The controlled deformation also eliminates internal voids and reduces the risk of defects, resulting in a more robust and reliable product.
Advantages and Disadvantages of Forging
Advantages
Strength and Durability: Forged parts exhibit superior strength and durability due to the refined grain structure and elimination of defects.
Material Efficiency: Forging processes, especially precision and near-net-shape forging, minimize material waste, leading to cost savings.
Versatility: Forging can produce a wide range of components, from small precision parts to large structural elements, making it suitable for various industries.
Economic Production: High-volume production runs benefit from the cost-effectiveness of forging, especially in terms of reduced machining and material costs.
Disadvantages
Initial Cost: The initial setup cost for forging equipment and dies can be high, making it less suitable for small production runs.
Design Limitations: Complex geometries with intricate internal features may be challenging to achieve through forging alone, requiring additional machining or finishing processes.
Tool Wear: Continuous use of dies and hammers can lead to wear and tear, necessitating regular maintenance and replacement.
Applications of Forging in Various Industries
Automotive Industry
Forging is extensively used in the automotive industry to manufacture high-strength components such as crankshafts, connecting rods, gears, and wheel hubs. These parts must withstand extreme stresses and high temperatures, making forging the ideal manufacturing process.
Example:
Aerospace Industry
The aerospace industry relies on forging for critical components that demand high strength-to-weight ratios. Aircraft landing gear, engine components, and structural parts are commonly forged to ensure reliability and performance.
Example:
Construction Industry
Forged metal parts are used in construction equipment such as bulldozers, cranes, and excavators. These components must endure harsh working conditions and heavy loads, making forging a preferred method for their production.
Example:
Rail Industry
The rail industry utilizes forging to produce durable and robust components such as rails, wheels, and axles. These parts are essential for the safe and efficient operation of trains and require the highest quality standards.
Example:
Conclusion
Forging is a critical manufacturing process that offers numerous advantages, including enhanced mechanical properties, material efficiency, and versatility. By understanding the different types of forging processes and their applications, manufacturers can select the best method to meet their specific needs. Whether it’s for automotive, aerospace, construction, or rail industries, forging remains an indispensable technique for producing high-strength, durable components.